
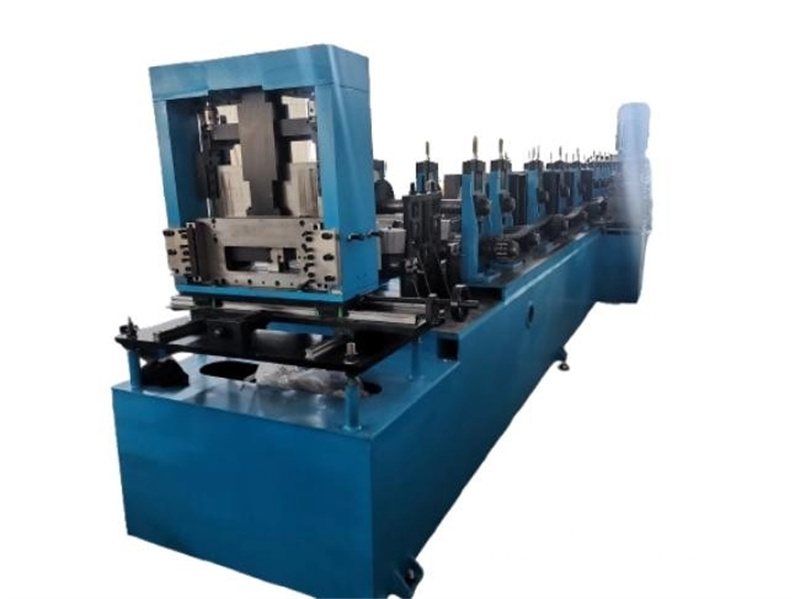
The special features of the machine:
- Specifications of stepless fast switchingproducts;
- CZ two-in-oneand CZ fast switching (suitable for CZ dual-purpose models)
- Forming shear without tool change;

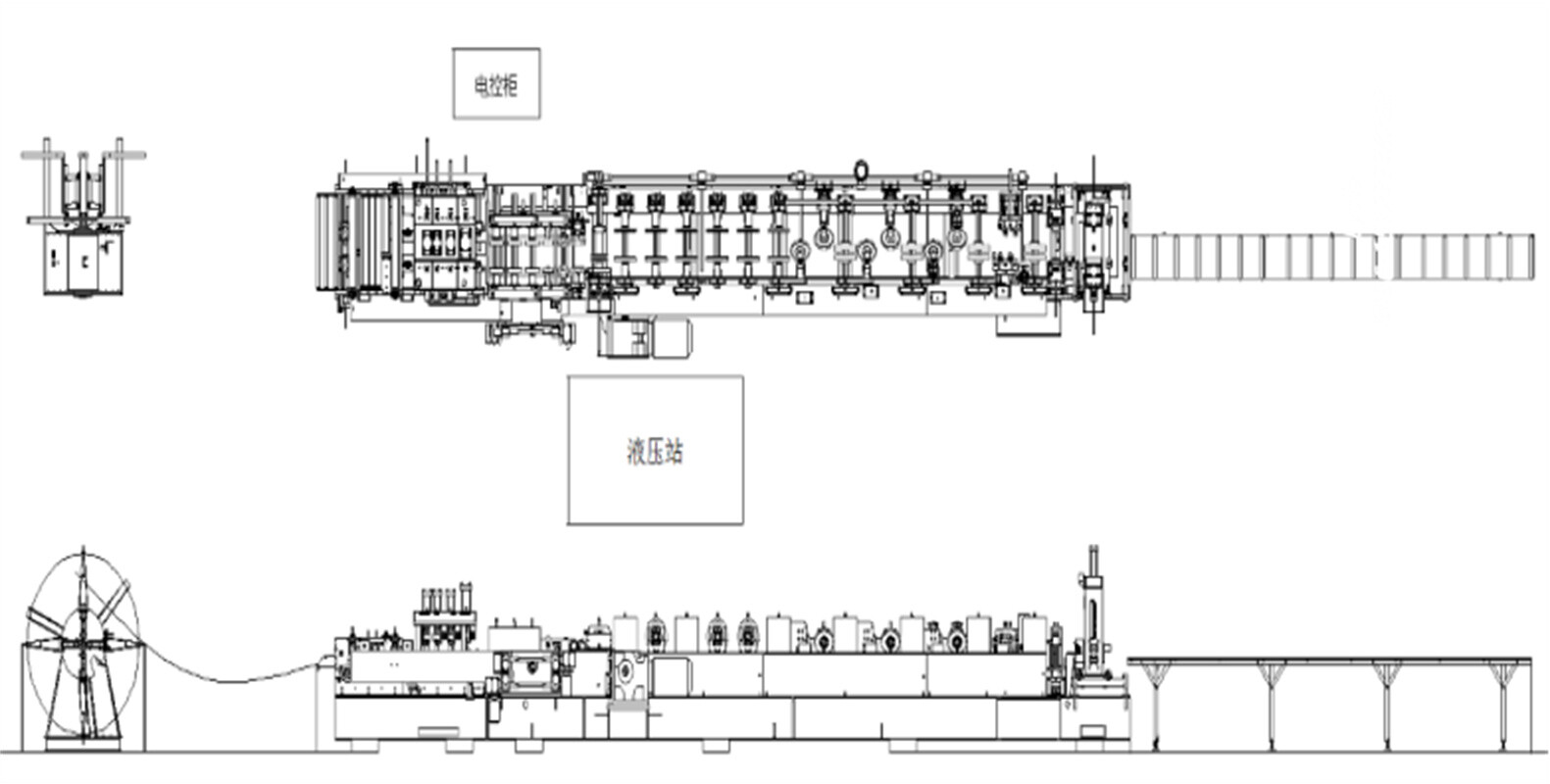
- The Overall Layout After Adding The Unloading Rack, Supporting Material Table, Electric Control Cabinet And Hydraulic Station is as follows:
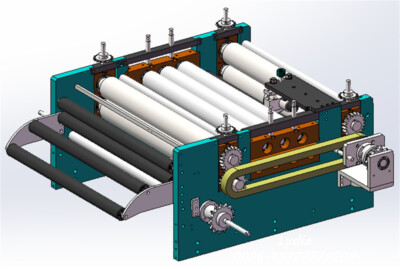
1.Leveling feed
The leveling mechanism in the machine is mainly composed of feeding roller (guiding and feeding roll), guiding roller (tracting and driving the material roll to feed at a certain speed) and leveling roller. Among them, the function of leveling the coil material is the leveling roller in the right picture. In this example, it is an upper 3 lower 4 structure. For rolls of different materials, different thicknesses, and different hardness, other equipment is also equipped with an upper 2 lower 3 structure or no leveling structure (for example, the G550 material used by LG has a relatively hard hardness, and the roll can still maintain a good flatness, so no leveling mechanism was added to the design).
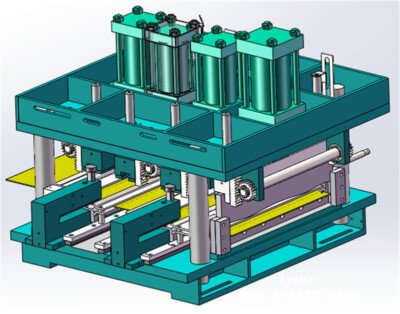
2.Pre-punching and pre-shearing
The function of the pre-shearing is to trim the end of the material roll to ensure that the end of the material roll is even, and the pre-shearing can also be cut to length according to production requirements. The advantage of pre-shearing is that there is no waste material and the shearing speed is fast. The disadvantage is that it cannot produce short materials and the shape of the plate is easy to open.(Slab shape opening: the opening means that the verticality of the profile section is greater than 90°, which is beyond the required range of the plate shape.)
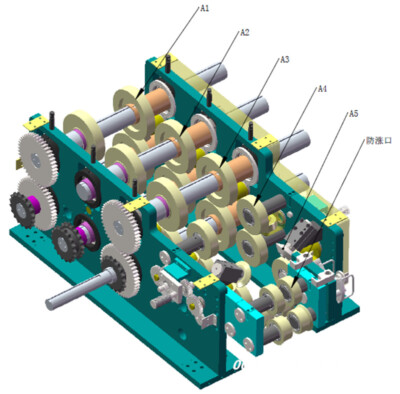
The lip changes from the forming angle of the A1-A5 process. For CZ machine, due to the different materials and specifications of the products, the passes of A pass are different (there are also 4 passes or 3 passes, etc.), or the same passes, but there is a slight difference in the angle of each pass change.
Height molding is divided into two steps: preliminary molding and final molding. Preliminary molding is carried out in channel B, generally forming to 60°-70°, the specific forming angle and the change angle of each pass are the same as the principle of channel A, which is determined according to the product material, plate thickness, etc., and there are slight differences.
During the forming process of the B channel, when the height is formed to a certain angle, if the angle of the roller continues to increase, the lip will interfere and collide with the upper roller.
C/Z transformation must first understand the changes in the following two types of steel forming processes.
- Rotate the side change handle 1, rotate the A1-3 wheel by 180°, (the fixed side A1-3 is unchanged), change the bending direction of the lower side of the operation side.
- Rotate the change handle 2 on the fixed side, rotate the A4 and 5 rollers 180°, (the change side remains unchanged), and change the final forming angle of the small side (90°→135°).

- Leveling is an important position to adjust the shape of the plate. After the formed plate comes out, if there is side bending, upturning, under arching, twisting, etc., it will be processed by the leveling part. Leveling has the following two integer changes:
1)The leveling part is composed of two sets of rollers and shafts. A set of rollers at the beading position acts as a positioning function, and a set of rolls at the punching and shearing position acts as a bending correction. The shafts are generally used to correct upturning, under arching, twisting. and so on. If it bends up, the adjusting screw drives the roller part to move down as a whole, on the contrary, if it bends down, it adjusts up. At the same time, the small leveling part also needs to move up and down synchronously with the big leveling part.
2)If the formed product bends upwards or downwards in the length direction, it needs to be solved by adjusting the leveling part of the forming machine. If it bends upwards, the adjustment screw drives the roller part to move down as a whole; Conversely, if it is bent down, adjust it up. At the same time, if the leveling effect is not good at the same time, it should be completed together with the guide roller.
Daily Maintenance
- Please provide reliable grounding, the PLC ground and the motor ground are separated and should be set separately.
- Please check whether the voltage is stable, the required voltage range (three-phase 380 V +5%), if it exceeds the range or the power grid is unstable, please provide an online 40KVA regulated power supply.
- The encoder, photoelectric switch and other control lines should be separated from the power line as much as possible to avoid interference. The motor, solenoid valve, and main power supply enter the line from the inverter end, and the encoder, photoelectric switch, etc. enter the line from the other end of the control cabinet.
- The control cabinet must not be placed in direct sunlight.Working temperature 0~40 0C , altitude below 1000 meters.
- Non-professionals should not adjust the device inside the cabinet.
- If the machineis damaged due to the above reasons, the cost shall be borne by the customer.
- Subsequent design cabinet wiring is subject to change without prior notice.
Daily Inspection and Maintenance
- Strictly implement the lubrication five-set standard and the point inspection and patrol inspection system. Keep the appearance of the machineclean and tidy, without running, popping, dripping, or leaking.
- Machinemaintenance personnel need to be familiar with the working principle and operating procedures of the system.
- Check the operation of hydraulic components, pipelines, working cylinders and travel switches in the system at any time to ensure flexible operation, reliable action, and good sealing. If abnormal conditions such as noise, oil leakage, and inflexible rotation are found, stop the machine immediately.
- Regularly clean pipelines, fuel tanks and components, etc., and deal with leakage points in time.External cleaning, once a month, so that leaks and hidden troubles can be easily found.
- Regularly conduct physical and chemical analysis of hydraulic oil, and filter and change oil in time according to the oil quality standard. The hydraulic oil entering the oil tank must be filtered by the oil filter machine every time. It is recommended to clean the oil filter screen every six months.
- Set up and adjust each component in time according to the requirements of use to ensure the stability of the pressure in the system and eliminate vibration and slow movement.
- All detection and control components that have been repaired and dismantled must be readjusted according to the original setting before use.
- Frequently check whether the fastening screws of the joints and valve body are loose or leaking oil.When leakage is found, it should be tightened in time, and the corresponding accessories should be replaced if necessary.
- Check the air filter once a month, and the inspection cycle can be determined according to changes in environmental conditions.
- Hydraulic system with air cooler: the cooling fins must be cleaned about every 2-3 monthsand whether maintenance is required.


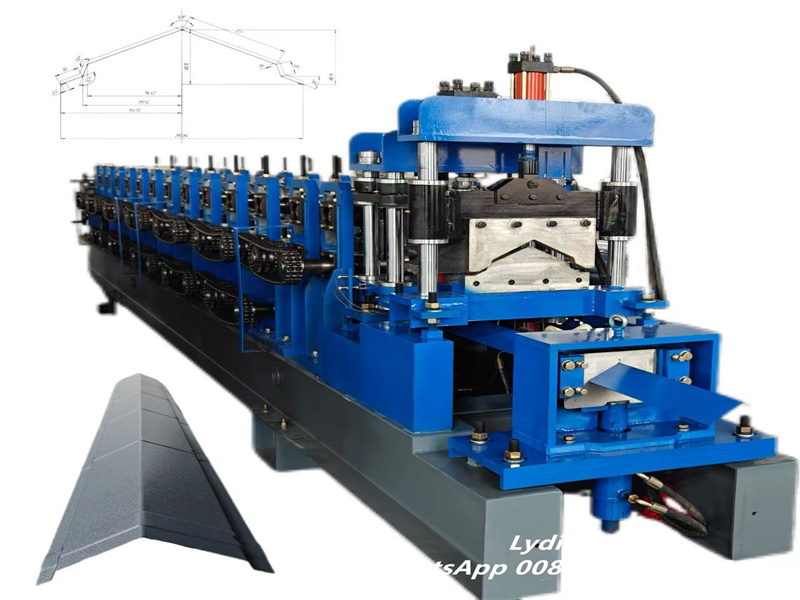
Double-Layer Ridge Capping Roll Forming Machine In modern roofing construction, ridge caps play a critical
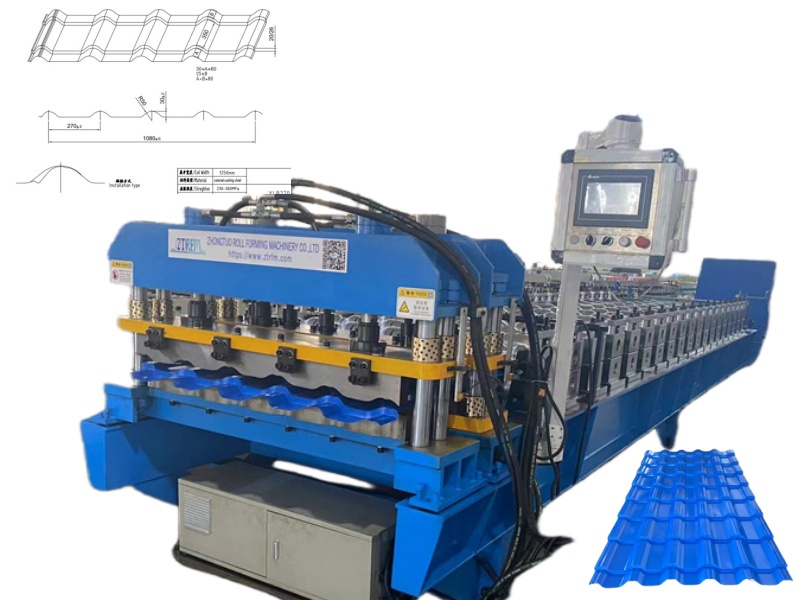
Mangalore Tile Profile Sheet Roll Forming Machine Overview of Mangalore Tile Profile Sheet Roll Forming

Metal Ridge Capping Making Roll Forming Machine Efficient, Accurate & Worry-Free Roofing Profile Machine The
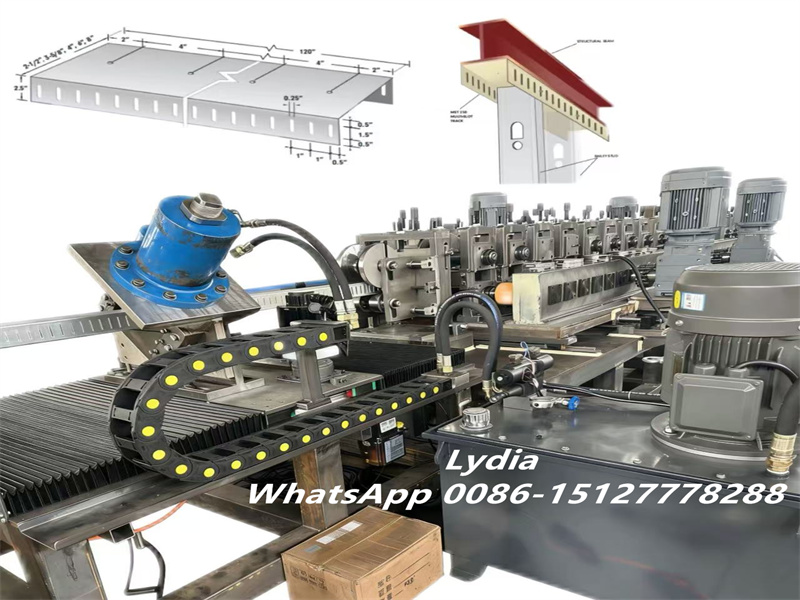
C Channel Light Steel Keel Stud and Track Roll Forming Machine High-Precision Drywall CU/CW Profile
STAY IN THE LOOP


